
三星堆青銅鑄造技術解密
Bronze Casting at Sanxingdui: Ancient Technology Explained
三千年前的古蜀工匠如何鑄造出世界上最高、最複雜的青銅器?從範鑄法到分鑄接合,揭開三星堆青銅工藝的技術奧秘。
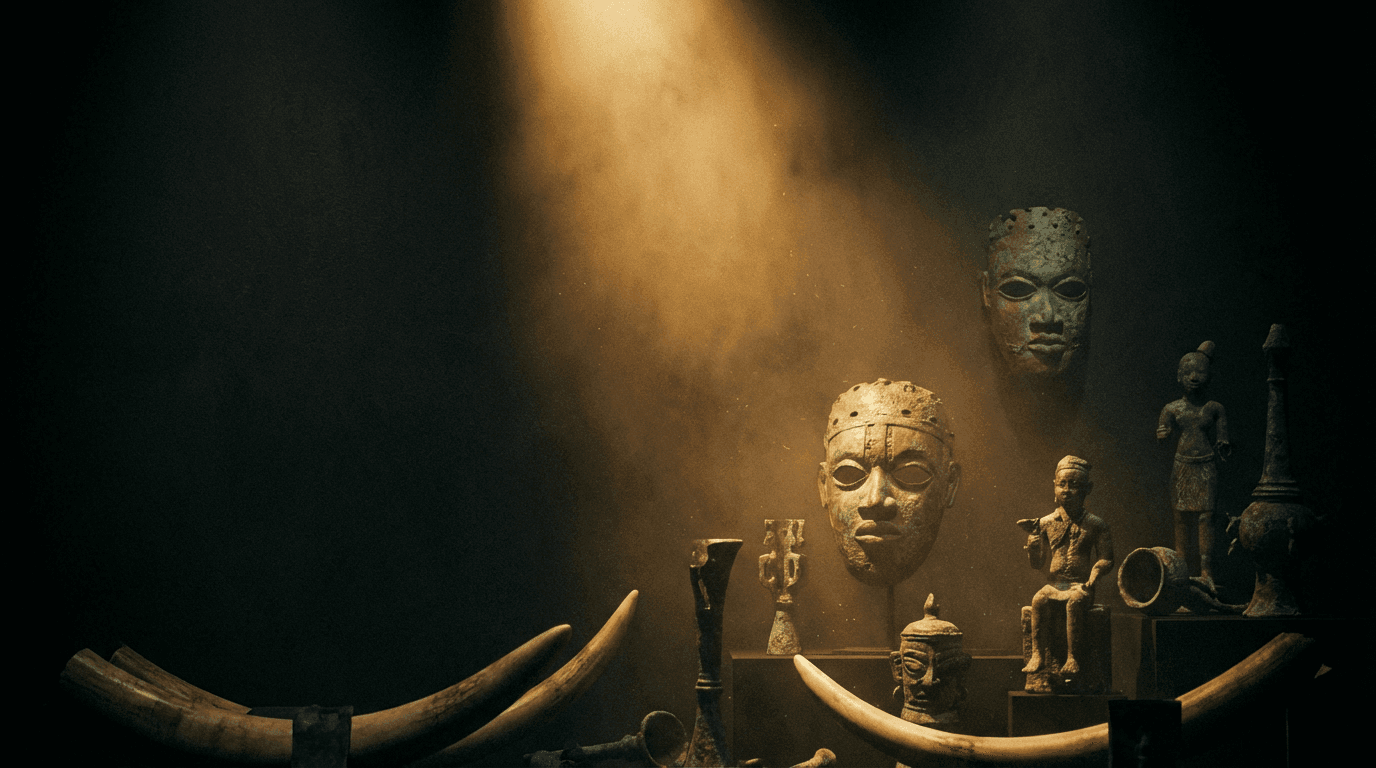
成就的規模
三星堆青銅匠人的成就令人驚嘆:高396厘米的神樹由60多個分鑄部件組合而成;260厘米高的青銅大立人身著三層紋飾華服;寬達138厘米的面具壁厚僅2-3毫米。
他們在沒有電力、沒有現代冶金學、沒有書面手冊的條件下完成了這一切。
範鑄法:中國方法
與西亞和地中海地區流行的失蠟法不同,中國青銅時代的工匠使用了一種根本不同的方法:**範鑄法**。
工藝流程
1. **制模** — 用泥塑造器物模型 2. **制範** — 將泥片分段壓印在模型上,製作分塊外範 3. **修模** — 將原模略微削薄作為內芯——內芯與外範之間的空隙即為銅壁厚度 4. **合範** — 重新組裝外範,以間隔物維持壁厚 5. **澆鑄** — 將熔融青銅(銅錫合金,通常85-90%銅、10-15%錫)注入空隙 6. **脫範** — 冷卻後打碎外範 7. **打磨** — 修整接縫,打磨表面
三星堆的技術創新
分鑄接合法
神樹、大立人和大型神壇無法一次鑄成——太大太複雜。三星堆工匠發展出精密的**分鑄接合**系統:
- 各部件(枝幹、鳥、手、足、樹幹段)分別鑄造 - 接合方式包括:鑄接(將熔銅澆注在預鑄件周圍熔合)、鉚接、焊接、榫卯配合 - 一號神樹估計由60多個分鑄部件組裝
薄壁鑄造
多件面具壁厚僅2-3毫米,寬度卻超過一米——需要極其精確的間隔物放置和合金選擇。
超大型澆鑄
大型面具和立人體部需要單次澆注200-300公斤熔融青銅——在沒有現代坩堝和爐窯的條件下完成。
合金成分
化學分析揭示了刻意的合金調配: - 標準青銅:~85%銅、~12%錫、~3%鉛 - 高錫青銅:錫含量高達20%——更硬更脆,用於利刃祭器 - 含鉛青銅:鉛含量較高——流動性更好,用於複雜造型
古蜀工匠清楚知道不同合金配比會產生不同性能——世代積累的經驗冶金學知識。
與商代鑄造的比較
兩個傳統共享同一基本技術,但應用方向截然分歧: - **商的方向 = 重量**:司母戊鼎重832公斤 - **蜀的方向 = 高度**:神樹高396厘米 - 商以大型祭祀容器為主要產出 - 蜀以紀念性雕塑人像為核心
未解問題
1. 銅料來源?四川有銅礦,但三星堆的生產規模可能需要進口 2. 工匠隊伍有多大?估計數十至數百名專業鑄工 3. 是否有行會制度?數百件器物的品質一致性暗示了有組織的培訓和品控 4. 蜀與商的工匠是否曾互訪?共享技術但不同應用暗示某種知識轉移



延伸文章

三星堆紅玉髓珠:11 顆珠子提出了哪些交流問題、尚未確定哪條路線
一篇 2026 年報導聚焦三星堆高等級祭祀坑中的 11 顆紅玉髓珠。現有討論提出長江中游與南亞海上網絡等可能路徑,但確切來源與傳入方式仍需材料證據。
三星堆象牙研究的進展:病害調查、定量評估與證據邊界
三星堆象牙的溯源與動物骨骼DNA測試仍屬探索性研究;官方已公開的具體進展,集中在病害調查、腐蝕評估和保護程序。這些資料值得追蹤,但不足以證實一張完整的古蜀貿易網絡。
三星堆象牙為何會老化:材料研究如何協助保存判斷
三星堆象牙的老化並非一個被單獨答案處理的問題。官方研究指出,微生物作用、無機礦物蝕變與硫酸鹽侵蝕都可能影響材料結構;這些發現能改善評估與保存選擇,卻不會自動形成通用修復處方。